  |
|
|
|
|
|
|
| |
|
|
|
|
|
|

What
do you think?
|

VLocity By Bill Mills - Photos by Dawn Mills - April 2006 In the 1990s ViewLoader dominated the world of tournament paintball. Their electronic agitating loaders were the de-facto standard. The VL2000, and its successor the Revolution utilized an internal motor and stirring paddles to prevent the problem that plagued most hoppers at the time jams. When light from an infrared LED in the feedneck struck an IR detector on the opposite side, the Revolution recognized that its feedneck was empty, and kicked into action, spinning its un-jamming paddles, and stirring up the paintballs inside the hopper, so that more will fall by gravity into the paintgun. The next generation of loader from ViewLoader was the eVLution, and the later, more refined eVLution II. The eVLution took another step forward technologically, in that it allowed the paintballs to fall into a ring shaped raceway in its bottom, where they were driven by a motorized impeller to the feedneck. This move forward in design jumped from simply unjamming paint to sorting it into a line for the feedneck. Like the Revy before it, the eVLution loaders used an infrared break-bean detector in the feedneck with a circuit designed to activate the motor when a gap was detected in the stack of paintballs waiting in the feedneck.
The VLocity represents ViewLoaders next step forward in loader technology, providing for true force-feeding where pressure from the loader drives paintballs into the paintguns breech without having to wait for an empty space to appear in the feedneck. The software driving the Vlocity even allows the user to adjust the amount of force applied to the feed stack, from low pressure for dealing gently with brittle paint to high pressure for maximum speed.
Inside the battery compartment is a clip for a pair of 9-volt batteries. Frayed wires and broken solder connections were among the most common problems facing the original VL 2000 electronic loaders. These were eliminated with the use of spring style clips in the Revolution and eVLution loaders.
The feedneck of the VLocity has some additional significant design features. Most noticeable that it is molded as a single piece, rather than two separate parts like the feednecks of most hoppers.
Because the VLocity does not depend on a gap between the paintballs for activation like the earlier eVLution models did, it is able to operate with a noticeably shorter feedneck. Including its 1-1/2 inch feedneck, the VLocity stands seven inches tall and seven and a half inches long.
Centered in its raceway is the VLocitys 3-piece impeller. The bottom piece of the impeller is a disk, which connects to the loaders gear train. Riding atop that piece is the impeller itself. Three arms extend from the center into the raceway to drive paintballs out of the loader. A ring of bumps also serve to bounce and jostle paintballs, stirring them into the raceway. Atop the impeller assembly is a cone, which uses gravity to direct paintballs from the impellers center out into the raceway.
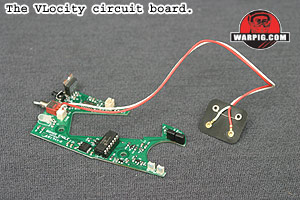
The motor drive plugs into the VLocitys circuit board. Because it is not wired permanently to the board, swapping out a motor drive assembly is an easier task during maintenance or repair. The circuit board itself is a source of more innovations.
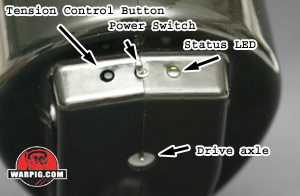
The VLocitys internal software features eight user selectable performance levels, which could best be described as aggressiveness levels. A steel toggle switch on the back of the loader turns it on and off. To the right of the switch is a status LED, and to the left is a tension control push button. While the loader is on, and operating normally, the LED lights green. Holding down the tension control button causes the LED to blink orange. The number of times it blinks indicates the tension mode level, from 1 to 8.
As the tension level setting is increased, the VLocity puts greater amounts of tension on the spring inside the impeller assembly by pulsing greater current levels to the motor when needed. At its highest level, the motor can be heard, putting constant pressure on the paintballs leading straight into the paintguns breech. Testing of loaders on different paintguns (see Loader Lineup 2) has shown that there is more to maximum loading speeds than just the loader and its software. The design of the paintgun the loader is interacting with will also come into play. While ViewLoader has addressed this to a degree with the adjustable tension, they have also set things in place to allow for further customization.
Also not to be overlooked are the infrared sensor beams which straddle the feedneck. The VLocitys dual-beam system provides its microprocessor with more data about feed conditions than the single beam used in VLs earlier models.
Anti-jamming is another feature built into the VLocity software. If the microprocessors feedback sensors determine that the feedneck is empty, and the motor is drawing more amperage because it is facing resistance, it kicks the motor into reverse momentarily about the distance of half a paintballs diameter, to unjam a paintball that might be caught between one of the impellers arms and the mouth of the feedneck. |
| Copyright © 1992-2019
Corinthian Media Services. WARPIG's webmasters can be reached through our feedback form. All articles and images are copyrighted and may not be redistributed without the written permission of their original creators and Corinthian Media Services. The WARPIG paintball page is a collection of information and pointers to sources from around the internet and other locations. As such, Corinthian Media Services makes no claims to the trustworthiness or reliability of said information. The information contained in, and referenced by WARPIG, should not be used as a substitute for safety information from trained professionals in the paintball industry. |

 ViewLoader
started putting its newest loader, the VLocity into the field first with
its high-profile sponsored teams during the last tournaments of the 2005
season. These pre-production field trials allowed the loader to go
through professional level tournament play while final adjustments were
made before full production began near the end of the year.
ViewLoader
started putting its newest loader, the VLocity into the field first with
its high-profile sponsored teams during the last tournaments of the 2005
season. These pre-production field trials allowed the loader to go
through professional level tournament play while final adjustments were
made before full production began near the end of the year.
 The
VLocity design forgoes the eVLutions egg shape for a new design that is
more slender in the front, to increase the chance of a deflected shot,
and places the batteries near the front for better balance the first
ViewLoader product to do so. Six steel Phillips head screws hold
the VLocitys two halves together, and lock the internal components in
place. The battery compartment locks into place with a single Phillips
head screw.
The
VLocity design forgoes the eVLutions egg shape for a new design that is
more slender in the front, to increase the chance of a deflected shot,
and places the batteries near the front for better balance the first
ViewLoader product to do so. Six steel Phillips head screws hold
the VLocitys two halves together, and lock the internal components in
place. The battery compartment locks into place with a single Phillips
head screw.
 Although
this means that a screwdriver is needed to install fresh batteries, it
also keeps the battery lid secure, rather than depending on flexible plastic
latches that can wear and fail. The body of the VLocity is built
from high-impact polycarbonate.
Although
this means that a screwdriver is needed to install fresh batteries, it
also keeps the battery lid secure, rather than depending on flexible plastic
latches that can wear and fail. The body of the VLocity is built
from high-impact polycarbonate.
 The
VLocitys design, with the batteries stored forward of the circuit board
meant that spring clips directly on the board were impractical. To
combat the possibility of a frayed wire, the VLocitys battery clip uses
crimped, rather than soldered connections, and the wires pass through a
strain-relief hole, which prevents them from being bent back against their
connections. At their other end, the power wires plug into a socket
on the circuit board, and thus are easily replaced if damaged. Soldering
skills are not required.
The
VLocitys design, with the batteries stored forward of the circuit board
meant that spring clips directly on the board were impractical. To
combat the possibility of a frayed wire, the VLocitys battery clip uses
crimped, rather than soldered connections, and the wires pass through a
strain-relief hole, which prevents them from being bent back against their
connections. At their other end, the power wires plug into a socket
on the circuit board, and thus are easily replaced if damaged. Soldering
skills are not required.
 This
avoids potential alignment problems, or shifting of the two pieces under
the pressure of a tight fitting clamping feedneck. With walls 0.15
inches thick, the feedneck is quite sturdy, and fit into a variety of paintguns
during testing without modification. The one exception to a perfect
fit was in a Nerves clamping feedneck, in which a layer of tape was needed
to snug it into place.
This
avoids potential alignment problems, or shifting of the two pieces under
the pressure of a tight fitting clamping feedneck. With walls 0.15
inches thick, the feedneck is quite sturdy, and fit into a variety of paintguns
during testing without modification. The one exception to a perfect
fit was in a Nerves clamping feedneck, in which a layer of tape was needed
to snug it into place.
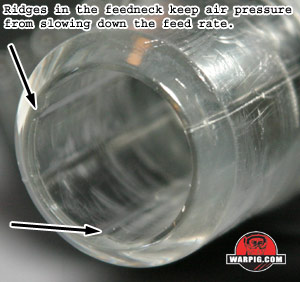 A
less obvious feature of the VLocitys feedneck consists of a pair of raised
ridges on its interior. The rails allow the paint in the feedneck
to be kept in proper alignment for the loaders IR detectors, and to be
fed perfectly inline, while allowing the feedneck to be slightly larger
in diameter. The larger diameter of the feedneck means there is room
for airflow around the paintballs, reducing the effects of blowback from
the paintgun, and reducing the piston effect of air below a paintball slowing
how fast it can be fed.
A
less obvious feature of the VLocitys feedneck consists of a pair of raised
ridges on its interior. The rails allow the paint in the feedneck
to be kept in proper alignment for the loaders IR detectors, and to be
fed perfectly inline, while allowing the feedneck to be slightly larger
in diameter. The larger diameter of the feedneck means there is room
for airflow around the paintballs, reducing the effects of blowback from
the paintgun, and reducing the piston effect of air below a paintball slowing
how fast it can be fed.
 The
5-3/8 inch width of the VLocity in the rear is defined by its catch cup,
which ViewLoader calls a raceway. This part is the round cup into
which paintballs fall before the impeller drives them to the feedneck.
The VLocitys raceway is larger than those of other loaders presently on
the market, and this offers an advantage. The larger a loaders catch
cup, the more spaces ia available into which paintballs may fall.
More spaces in the catch cup mean an increased probability of a paintball
making its way from the randomly moving mass of paintballs in the loader
and literally falling in line toward the feedneck.
The
5-3/8 inch width of the VLocity in the rear is defined by its catch cup,
which ViewLoader calls a raceway. This part is the round cup into
which paintballs fall before the impeller drives them to the feedneck.
The VLocitys raceway is larger than those of other loaders presently on
the market, and this offers an advantage. The larger a loaders catch
cup, the more spaces ia available into which paintballs may fall.
More spaces in the catch cup mean an increased probability of a paintball
making its way from the randomly moving mass of paintballs in the loader
and literally falling in line toward the feedneck.
 The
spring loaded flip top at the rear of the VLocity pivots on a steel pin,
and is of a normal width to allow feeding from a standard pod. Like
other ViewLoader hoppers it is spring loaded to flip to the full open position
once unlatched. The real innovations of the VLocity, however
are on the inside.
The
spring loaded flip top at the rear of the VLocity pivots on a steel pin,
and is of a normal width to allow feeding from a standard pod. Like
other ViewLoader hoppers it is spring loaded to flip to the full open position
once unlatched. The real innovations of the VLocity, however
are on the inside.
 The
key to the impeller assemblys function lies in the fact that the impeller
pivots independently from the base, with a spring linking the two parts.
The spring can hold pressure on the ball stack even when the motor is not
spinning. Constant pressure means that a paintball will be driven
into the breech the moment the paintguns bolt is open far enough, even
before the motor is activated.
The
key to the impeller assemblys function lies in the fact that the impeller
pivots independently from the base, with a spring linking the two parts.
The spring can hold pressure on the ball stack even when the motor is not
spinning. Constant pressure means that a paintball will be driven
into the breech the moment the paintguns bolt is open far enough, even
before the motor is activated.
 The
motor drive assembly that powers the VLocity impeller is quite compact,
consisting of a motor that fits into a gear box which develops the proper
rate of spin and torque, while turning the axis of rotation 90 degrees.
The motor drives central steel axle extends downward to an opening in
the bottom of the VLocity. The end of this axle is ribbed with tiny
splines which will allow a gear or knob to be friction fit. This
arrangement means that accessories similar in function to the HALOs Rip
Drive knob could potentially be added to the VLocity.
The
motor drive assembly that powers the VLocity impeller is quite compact,
consisting of a motor that fits into a gear box which develops the proper
rate of spin and torque, while turning the axis of rotation 90 degrees.
The motor drives central steel axle extends downward to an opening in
the bottom of the VLocity. The end of this axle is ribbed with tiny
splines which will allow a gear or knob to be friction fit. This
arrangement means that accessories similar in function to the HALOs Rip
Drive knob could potentially be added to the VLocity.
 Like
all high-end electronic loaders, the VLocity is controlled by an embedded
microprocessor, or microcontroller. The software that drives the
loader is recorded in this chip. Getting high-end performance is
more than just turning a motor on and off, and as loaders has advanced,
so has the software which drives them.
Like
all high-end electronic loaders, the VLocity is controlled by an embedded
microprocessor, or microcontroller. The software that drives the
loader is recorded in this chip. Getting high-end performance is
more than just turning a motor on and off, and as loaders has advanced,
so has the software which drives them.
 When
selecting the tension mode the LED will blink for one rate, then move on
to the next. Releasing the button will select the mode number last
blinked, and the LED will blink the number of the mode again, to confirm
which change was just made. The VLocity records its mode setting,
so that it does not have to be reset the next time it is turned on.
When
selecting the tension mode the LED will blink for one rate, then move on
to the next. Releasing the button will select the mode number last
blinked, and the LED will blink the number of the mode again, to confirm
which change was just made. The VLocity records its mode setting,
so that it does not have to be reset the next time it is turned on.
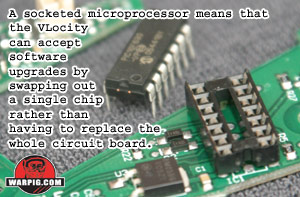 The
VLocitys microcontroller is a socketed DIP device, which means that it
can easily be replaced. Microcontrollers pre-programmed for optimal
performance with a particular brand of paintgun can be built and marketed
as a simple plug-in performance upgrade by third party manufacturers.
Such performance upgrades would not bear the cost of an entire circuit
board as is the case with most other loaders.
The
VLocitys microcontroller is a socketed DIP device, which means that it
can easily be replaced. Microcontrollers pre-programmed for optimal
performance with a particular brand of paintgun can be built and marketed
as a simple plug-in performance upgrade by third party manufacturers.
Such performance upgrades would not bear the cost of an entire circuit
board as is the case with most other loaders.
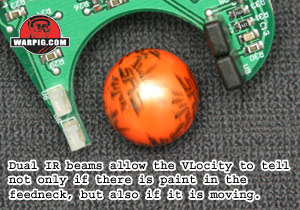 The
center beam will always be broken, as long as there are paintballs in the
feedneck even when the loader is feeding. The second beam, closer
to the edge, will break only with the widest diameter of a paintball passes
it, allowing the software detect not just a gap in the stack of paintballs,
but also the rate at which an uninterrupted stack of paintballs is moving.
This is critical not only for proper application of force to the motor,
but also detecting jams.
The
center beam will always be broken, as long as there are paintballs in the
feedneck even when the loader is feeding. The second beam, closer
to the edge, will break only with the widest diameter of a paintball passes
it, allowing the software detect not just a gap in the stack of paintballs,
but also the rate at which an uninterrupted stack of paintballs is moving.
This is critical not only for proper application of force to the motor,
but also detecting jams.